ПБ 03-381-00, часть 4
Примечание . Параметры фланцев люков в таблице 3.6 принимать по ГОСТ 12820 на условное давление Ру =0,25 МПа.
Таблица 3.7
|
Толщина усиливающей накладки Т = t , мм |
5 10 |
11 15 |
16 20 |
21 26 |
26 38 |
|
Катет шва Kf , мм |
4 |
6 |
8 |
9 |
12 |
Рис. 3.10. Люк-лаз круглый в I -м поясе стенки
Рис. 3.11. Люк-лаз овальный 600 900 в I -м поясе стенки
Рис. 3.12. Люк-лаз овальный в III -м поясе стенки (резервуар с понтоном)
Рис. 3.13. Люк-лаз круглый в III -м поясе стенки (резервуар с понтоном)
3.11. Патрубки и люки в крыше
3.11.1. Номенклатура и количество патрубков, предназначенных для установки различного оборудования на крыше резервуара зависят от назначения и объема резервуара и определяются в задании на проектирование.
3.11.2. Рекомендуемые значения условных проходов патрубков составляют: 100, 150, 200, 250, 300, 350, 400 и 500 мм. Конструктивное исполнение должно соответствовать рисунку 3.14 и таблице 3.8.
Таблица 3.8
|
Условный проход патрубка D у , мм |
Толщина обечайки патрубка То , мм |
Диаметр усиливающего листа D н , мм |
|
100 |
5 |
220 |
|
150 |
5 |
320 |
|
200 |
5 |
440 |
|
250 |
6 |
550 |
|
300 |
6 |
650 |
|
350 |
6 |
760 |
|
400 |
6 |
860 |
|
500 |
6 |
1060 |
3.11.3. Фланцы патрубков должны, как правило, соответствовать ГОСТ 12820 и рассчитываться на условное давление Ру = 0,25 1,6 МПа.
3.11.4. Все патрубки в крыше резервуара, эксплуатируемые при избыточном давлении, должны иметь временные заглушки, которые предназначены для герметизации резервуара при проведении испытаний.
3.11.5. Для осмотра внутреннего пространства резервуара, а также для его вентиляции при проведении работ внутри резервуара, каждый резервуар должен быть снабжен не менее чем двумя люками, установленными на крыше резервуара (световые люки). Конструктивное исполнение и схема установки люков должны соответствовать рисунку 3.15.
Рис. 3.14. Патрубки на крыше
Рис. 3.15. Люк световой D у 500
3.12. Лестницы, площадки, переходы
3.12.1. Лестницы для подъема на резервуар могут выполняться отдельно стоящими, с опиранием на собственный фундамент, или кольцевыми — полностью опирающимися на стенку резервуара. Крепление отдельно стоящих лестниц к резервуару должно выполняться в уровне верхнего пояса стенки или к верхнему элементу жесткости и средних поясов и должно учитывать перемещение конструкций при возможной осадке оснований. Шахтные лестницы крепятся к фундаментам с помощью анкерных болтов.
Группы соседних резервуаров могут быть соединены между собой переходами. На каждую группу резервуаров должно быть по крайней мере 2 лестницы (по одной с противоположных сторон группы).
3.12.2. Лестницы должны соответствовать следующим требованиям:
ступени должны выполняться из перфорированного или рифленого металла, препятствующего скольжению и иметь бортовую обшивку высотой 150 мм, препятствующую проскальзыванию ноги;
минимальная ширина лестницы – 650 мм;
максимальный угол по отношению к горизонтальной поверхности – 50 градусов;
минимальная ширина ступеней – 200 мм;
высота ступеней по всей высоте лестницы должна быть одинаковой и не превышать 250 мм; ступени должны иметь уклон вовнутрь 2 5 градусов;
поручень лестницы должен соединяться с поручнем переходов и площадок без смещения; конструкция поручня должна выдерживать нагрузку 0,9 кН, приложенную в верхней точке ограждения; высота поручня – 1 м;
конструкция лестницы должна выдерживать сосредоточенный груз 4,5 кН;
максимальное расстояние между стойками ограждения, измеренное вдоль поручня – 2,5 м;
поручни должны располагаться с обеих сторон кольцевой лестницы, если зазор между стенкой резервуара и лестницей превышает 200 мм, при этом зазор между настилом промежуточной площадки лестницы и стенкой резервуара не должен превышать 150 мм;
кольцевые лестницы должны полностью закрепляться на стенке резервуара, а нижний марш не должен доходить до земли на 250 мм.
при полной высоте лестницы более 9 м конструкция лестницы должна включать промежуточные площадки, разница вертикальных отметок которых не должна превышать 6 м.
Вертикальные стремянки обычно не рекомендуются, но если они используются, то должны иметь безопасную клетку (ограждение) при высоте стремянки более 3 метров.
3.12.3. Площадки, переходы и ограждения должны выполняться с учетом следующих требований:
переходы должны быть снабжены перилами с открытых сторон;
на резервуарах со стационарной крышей должны быть установлены площадки обслуживания для обеспечения доступа к местам, где расположено оборудование, требующее регулярной проверки или использования;
ограждение должно устанавливаться по всему периметру крыши, а также по наружной (от центра резервуара) стороне площадок;
переходы, соединяющие любую часть резервуара с любой частью соседнего резервуара, либо другой отдельно стоящей конструкцией, должны иметь опорные устройства, допускающие свободное перемещение соединяемых конструкций;
настил площадок и переходов должен изготавливаться из перфорированного металла, препятствующего скольжению;
минимальная ширина площадок и переходов на уровне настила – 700 мм;
высота верхнего поручня ограждения над уровнем настила должна быть не менее 1,25 м;
расстояние между продольными планками должно быть не более 400 мм.
минимальная высота бортовой (нижней) полосы ограждения – 80 мм;
площадки, расположенные на высоте, должны иметь бортик высотой не менее 150 мм с зазором 10 мм для стока воды;
максимальный зазор между бортовой полосой и уровнем настила – 20 мм;
высота от уровня настила до средней полосы ограждения – около 0,5 м;
максимальное расстояние между стойками ограждения – 2,5 м;
конструкция площадок и переходов должна выдерживать сосредоточенный груз 4,5 кН;
ограждение должно выдерживать нагрузку 0,90 кН, приложенную в любом направлении к любой точке поручня.
3.13. Конструктивные элементы, присоединяемые к стенке резервуара
3.13.1. Конструктивные элементы, присоединяемые к стенке резервуара, подразделяются на временные (технологические приспособления) и постоянные.
3.13.2. Временные конструктивные элементы должны быть удалены до гидравлических испытаний, а возникающие при этом повреждения или неровности поверхности должны быть устранены зачисткой абразивным инструментом.
Зачистка поверхности допускается на глубину, не выводящую толщину проката за пределы минусовых допусков.
3.13.3. Постоянные конструктивные элементы не должны препятствовать перемещению стенки (особенно в зоне нижних поясов) при эксплуатации.
3.13.4. Присоединение конструктивных элементов к стенке должно удовлетворять следующим требованиям:
катет угловых швов крепления конструктивных элементов должен определяться толщиной стенки и привариваемых элементов и не должен превышать 12 мм;
постоянные конструктивные элементы должны располагаться не ближе 5-ти номинальных толщин стенки от оси горизонтальных швов стенки и днища резервуара, и не ближе 10-ти номинальных толщин стенки от оси вертикальных швов стенки, а также от края любого другого постоянного конструктивного элемента на стенке;
приварка постоянных конструктивных элементов должна производиться через листовые накладки со скругленными углами, которые привариваются сплошным швом по всему контуру;
временные конструктивные элементы должны привариваться на расстоянии более 50 мм от сварных швов стенки.
3.14. Анкерное крепление стенки
3.14.1. Анкерное крепление стенки резервуаров производится в тех случаях: если максимальное избыточное давление превышает суммарный вес стенки резервуара и крыши, если момент опрокидывания резервуара относительно наружного контура стенки от воздействия расчетной ветровой нагрузки при совместном воздействии внутреннего избыточного давления превышает восстанавливающий момент от веса стенки и крыши, при сейсмических воздействиях.
3.14.2. Возможные конструкции анкерного крепления представлены на рисунке 3.16.
Рис. 3.16. Анкерное крепление стенки
3.14.3. Анкерные болты должны быть равномерно затянуты по окончании выдержки под нагрузкой при полном заливе резервуара водой в процессе гидравлических испытаний.
Должны быть предусмотрены средства для предотвращения отвинчивания гаек, например, установка контргаек.
Минимальный диаметр анкерных болтов должен составлять 24 мм.
3.14.4. Напряжение в анкерных болтах не должно превышать 1/2 предела текучести и принимается по нормативным документам на сталь, из которой изготовлены анкерные болты.
3.14.5. Количество анкерных болтов и расстояние между ними определяются расчетом.
4. ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ РЕЗЕРВУАРОВ
4.1. Общие требования
4.1.1 . Заводское изготовление конструкций резервуаров по настоящим Правилам должно производиться на основании:
рабочих (деталировочных) чертежей КМД конструкций резервуаров, разработанных в соответствии с проектом КМ;
утвержденного в установленном порядке технологического процесса, обеспечивающего выполнение требований настоящих Правил.
4.1.2. Настоящие Правила предусматривают заводское изготовление и последующий монтаж листовых конструкций резервуаров с использованием следующих технологических методов:
метода рулонирования;
метода полистовой сборки;
комбинированного метода.
4.1.3. Методом рулонирования могут изготавливаться листовые конструкции стенки, днища резервуара, днища плавающей крыши, днища понтона, настила стационарной крыши. Изготовление этих конструкций осуществляется в виде рулонируемых полотнищ, свернутых в габаритные для транспортировки рулоны.
4.1.4. Методом полистовой сборки изготавливаются листовые конструкции, указанные в 4.1.3, если они имеют толщины, превышающие предельные значения по 4.5.1 для применения метода рулонирования, а также по специальному требованию Покупателя.
Комбинированный метод совмещает изготовление листовых конструкций по 4.1.3 и 4.1.4.
Конструкции резервуаров, не указанные в 4.1.3 (нерулонируемые конструкции) изготавливаются в виде габаритных отправочных марок – сборочных единиц и деталей.
4.2. Приемка, хранение и подготовка металлопроката
4.2.1. Весь металлопрокат, поступивший Изготовителю, должен подвергаться входному контролю на его соответствие требованиям проектной, нормативной и товаросопроводительной документации.
4.2.2. Металлопрокат должен быть рассортирован, замаркирован, сложен по профилям, маркам стали и плавкам. При последующей обработке номер плавки должен быть нанесен клеймением на всех листовых деталях стенок и днищ резервуаров.
4.2.3. Перед подачей в производство металлопрокат должен быть очищен от легкоотслаивающейся окалины и ржавчины, влаги, снега, льда и загрязнений.
4.2.4. Металлопрокат должен храниться в устойчивых штабелях. При хранении на открытом воздухе следует создавать уклон, обеспечивающий сток воды. Не допускается соприкосновение металлопроката с полом или грунтом.
4.2.5. При хранении и выполнении транспортных операций необходимо исключать повреждение кромок и возникновение остаточных деформаций металлопроката.
4.2.6. При невыполнении требования по плоскостности листового металлопроката в состоянии поставки лист должен подвергаться правке на многовалковых листоправильных машинах.
4.2.7. Состояние поверхности и кромок листового и фасонного проката должно соответствовать требованиям ГОСТ 14637 и ГОСТ 16523.
4.3. Обработка металлопроката
4.3.1. Разметку следует производить с помощью рулеток, соответствующих второму классу точности по ГОСТ 7502, измерительных линеек по ГОСТ 427, а также других измерительных инструментов и шаблонов.
4.3.2. Правка металлопроката должна проводиться способами, исключающими образование вмятин, забоин и других повреждений поверхности. Правка металлопроката в горячем состоянии не допускается, если материал не нагрет до температуры ковки.
4.3.3. Гибка деталей должна проводиться, как правило, на прессах, листогибочных и профилегибочных машинах. Радиусы кривизны деталей устанавливаются проектом КМ с учетом гибки в холодном состоянии.
4.3.4. При гибке деталей на кромкогибочных прессах внутренние радиусы закругления должны быть не менее: 1,2 толщины деталей из углеродистой стали и 1,8 толщины деталей из низколегированной стали.
4.3.5. Для деталей из низколегированной стали, а также деталей толщиной более 6 мм до гибки следует зачистить механическим способом кромки, пересекающие линии гиба. Высота неровностей по этим кромкам допускается не более 0,3 мм.
4.3.6. Образование монтажных отверстий производится способами продавливания или сверления.
Отклонение диаметра отверстий или их овальность не должны превышать +1,5мм.
Завалы размером более 1 мм и трещины в краях отверстий не допускаются.
4.3.7. Продольные и поперечные кромки листовых деталей, предназначенных для изготовления рулонируемых полотнищ, а также стенок резервуаров при полистовой сборке, должны подвергаться обработке строганием или фрезерованием.
Листовые детали толщиной до 16 мм допускается резать на гильотинных ножницах без последующей обработки кромок строганием или фрезерованием.
4.3.8. Кромки деталей после механической, кислородной или плазменно-дуговой резки не должны иметь неровностей, заусенцев и завалов, превышающих 1 мм.
4.3.9. Кромки деталей перед сваркой должны быть очищены от скоплений окалины, шлака и других загрязнений в соответствии с требованиями технологического процесса.
4.3.10. Линейные размеры и форма деталей должны обеспечивать собираемость конструкций с учетом заданных размеров и предельных отклонений, а также свободное прилегание деталей или совмещение их кромок для выполнения предусмотренных проектом сварных соединений.
Особое внимание должно уделяться обработке листовых деталей стенок резервуаров (рулонируемых или полистовых) и листовых деталей рулонируемых полотнищ днищ и крыш резервуаров. Параметры деталей должны удовлетворять требованиям таблицы 4.1.
Таблица 4.1
|
Тип детали |
Наименование параметра |
Предельное отклонение, мм |
|
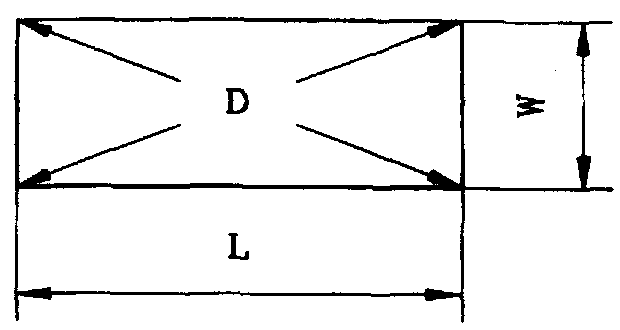
Деталь с четырьмя ортогональными сторонами
|
Ширина детали, W |
±0,5 |
|
Длина детали, L |
±1,0 |
|
|
Длины диагоналей, D |
±2,0 |
|
|
Разность длин диагоналей |
3,0 |
|
|
Серповидность по длине и ширине листа |
2,0 |
|
|
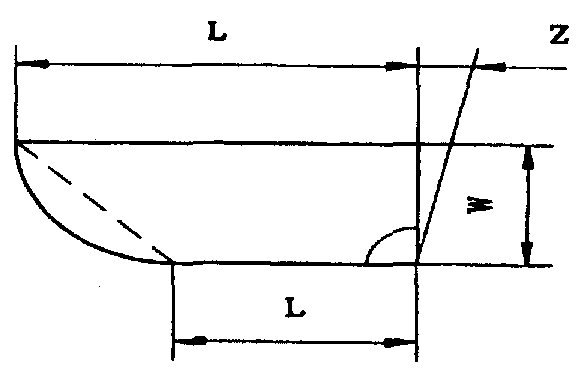
Деталь с тремя ортогональными сторонами
|
Ширина детали W |
±0,5 |
|
Длина детали, L |
±2,0 |
|
|
Отклонение от перпендикулярности продольной и поперечной кромок, Z |
±1,0 |
|
|
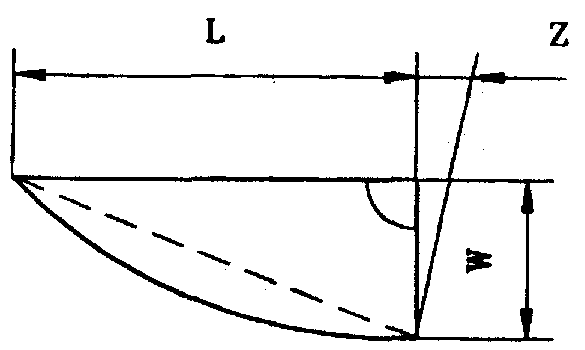
Деталь с двумя ортогональными сторонами
|
Ширина детали, W |
±2,0 |
|
Длина детали, L |
±2,0 |
|
|
Отклонение от перпендикулярности продольной и поперечной кромок, Z |
±1,0 |
4.4. Изготовление нерулонируемых конструкций
4.4.1. Изготовление нерулонируемых конструкций, включая сборку, сварку и контроль, должно выполняться в соответствии с требованиями настоящих Правил и указаниями проекта КМ.
4.4.2. Предельные отклонения линейных размеров и формы нерулонируемых конструкций, обеспечивающие собираемость конструкций на монтаже, должны быть указаны в рабочих чертежах. Предельные отклонения нерулонируемых конструкций резервуаров должны назначаться в соответствии с таблицей 4.2.
Таблица 4.2
|
Тип детали или конструкции |
Наименование параметра |
Предельное отклонение |
|
Листовые детали стенок (при полистовой сборке) |
Ширина |
±0,5 мм |
|
Просвет между шаблоном (длиной 1,5 м по дуге) и гнутой поверхностью |
3,0 мм |
|
|
Радиальные щиты конических крыш |
Расстояние от обушка гнутого уголка до оси отверстия радиальной балки |
±7,0 мм ±5,0 мм |
|
Прямолинейность радиальной балки |
15,0 мм |
|
|
Стрелка кривизны гнутого уголка |
±10,0 мм |
|
|
Радиальные щиты сферических крыш |
Стрелка прогиба радиальной балки |
±15,0 мм |
|
Просвет между шаблоном (длиной 1,5 м по дуге) и гнутой поверхностью |
3,0 мм |
|
|
Секции опорных колец |
Стрелка кривизны гнутого швеллера |
±10,0 мм |
|
Просвет между шаблоном (длиной 1,5 м по дуге) и поверхностью гнутого швеллера |
3,0 мм |
|
|
Элементы промежуточных колец жесткости |
Стрелка кривизны криволинейной кромки |
±10,0 мм |
|
Элементы для наворачивания полотнищ |
Наружный диаметр колец |
±20,0 мм |
|
Отклонение от цилиндрической поверхности на всей длине (между торцевыми кольцами) |
±30,0 мм |
|
|
Конструкции (детали) с криволинейной кромкой, присоединяемых встык |
Просвет между криволинейной кромкой и шаблоном (длиной 1,5 м) |
3,0 мм |
|
Конструкции (детали) с криволинейной кромкой, присоединяемых внахлест |
Просвет между криволинейной кромкой и шаблоном (длиной 1,5 м) |
5,0 мм |
|
Конструкции (детали) с криволинейной свободной кромкой |
Просвет между криволинейной кромкой и шаблоном (длиной 1,5 м) |
10,0 мм |
|
Конструкции (детали) присоединяемые по одной стороне или по двум смежным сторонам |
Габаритные размеры (длина и ширина) |
±10,0 мм |
|
Конструкции (детали) присоединяемые по двум противоположным сторонам или по периметру внахлест |
Расстояние между присоединяемыми сторонами |
±5,0 мм |
|
Конструкции (детали) присоединяемые по двум противоположным сторонам (кромкам, поверхностям) или по периметру встык |
Расстояние между присоединяемыми сторонами (кромкам, сторонам) |
±2,0 мм |
4.4.3. При сборке нерулонируемых конструкций не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке и транспортировании – остаточное деформирование их.
Сборка конструкций, как правило, должна производиться в кондукторах.
4.4.4. При сборке нерулонируемых конструкций в новых, ранее не использовавшихся кондукторах Изготовитель должен произвести контрольную сборку следующих конструкций резервуара (в объеме, не менее указанного в проекте КМ):
центрального щита, радиальных и опорных элементов стационарных крыш;
коробов понтонов и плавающих крыш.
4.5. Изготовление рулонируемых полотнищ
4.5.1. Полотнища должны собираться, свариваться, контролироваться и сворачиваться в рулоны на специальных установках для рулонирования, действующих по двум основным схемам (с нижним и верхним сворачиванием), показанным на рисунке 4.1.
На установках с нижним сворачиванием могут изготавливаться полотнища стенок резервуаров толщиной до 18 мм, на установках с верхним сворачиванием – полотнища стенок толщиной до 16 мм. Максимальная толщина полотнищ днищ резервуаров, днищ понтонов и плавающих крыш, настила стационарных крыш составляет 7 мм.
4.5.2. Предельные отклонения ширины полотнища от проектного размера не должны превышать, в мм:
при ширине полотнища до 9 м – ±11;
при ширине полотнища от 9 до 15 м – ±16;
при ширине полотнища свыше 15 м – ±19.
4.5.3. Для полотнищ стенок выступы отдельных деталей на нижней кромке не должны быть более 1 мм, на верхней кромке – 3 мм.
Для прочих полотнищ выступы деталей, выходящих на свободные (не свариваемые) кромки и выступы деталей, выходящих на кромки, подлежащие сварке внахлест, не должны быть более 5 мм; выступы деталей, выходящих на кромки, подлежащие сварке встык, не должны быть более 1 мм.
4.5.4. Полотнища не должны иметь угловых деформаций стыков более 20 мм на длине 1000 мм (см. рисунок 4.2).
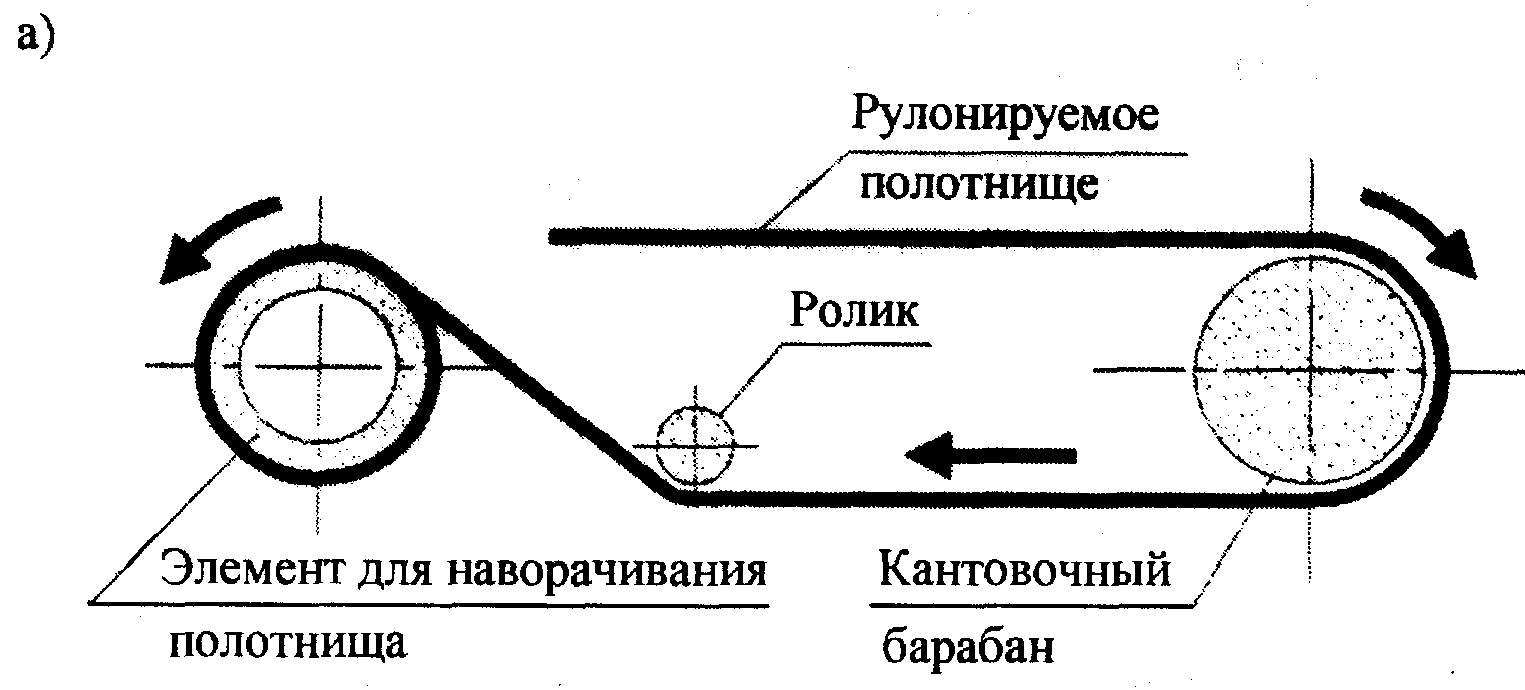
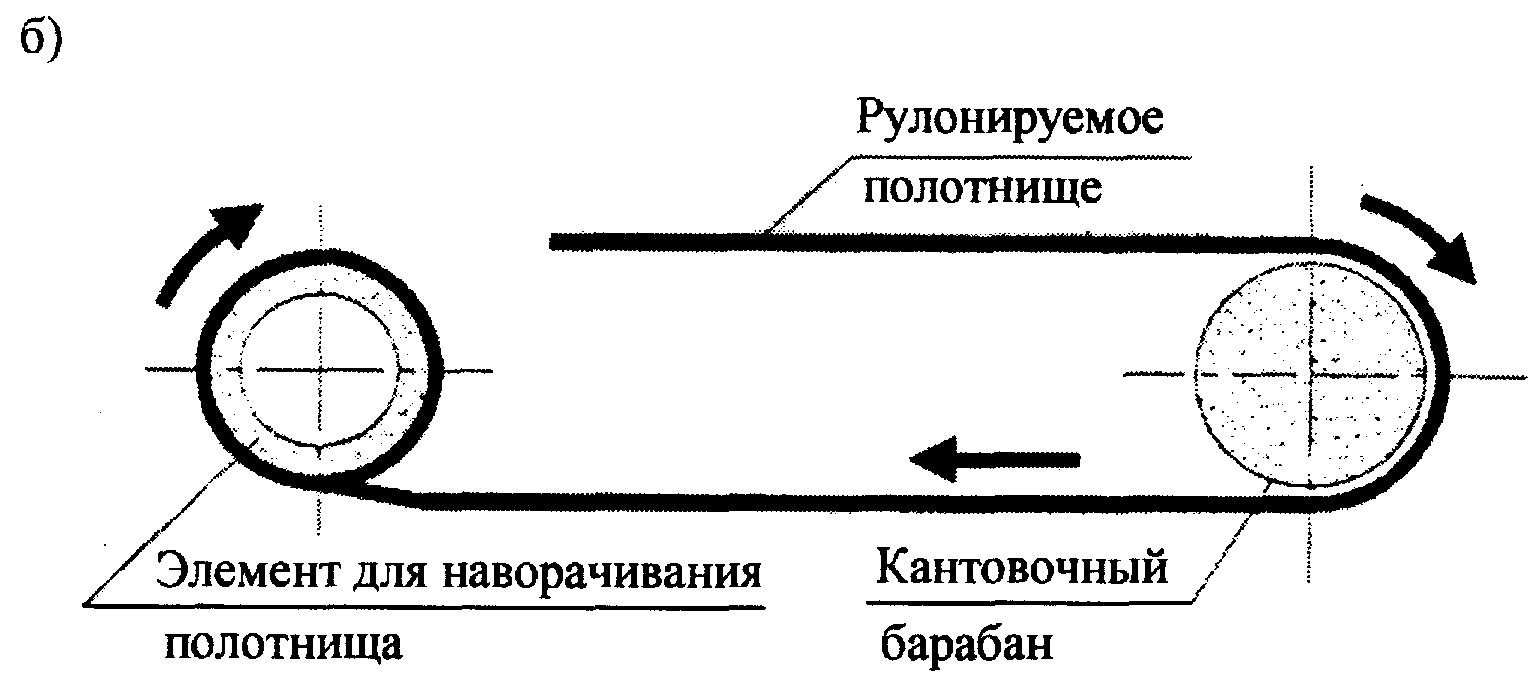
Рис. 4.1.
а) Схема установки с верхним сворачиванием;
б) Схема установки с нижним сворачиванием.
Рис. 4.2.
Угловые деформации стыков, выходящих на свободные кромки полотнищ, не должны превышать 30 мм.
4.5.5. Рулоны должны иметь правильную круговую форму, которая должна обеспечиваться жесткостью элементов, на которые наворачиваются полотнища.
4.5.6. Наибольшая масса и габариты рулонов должны определяться условиями перевозки, если иное не согласовано Покупателем с Изготовителем.
4.5.7. Наружный диаметр колец элементов для наворачивания полотнищ должен быть не менее 2,6 м. Расстояние между кольцами должно быть не более 3 м.
Если расстояние между кольцами превышает 2 м, то между ними рекомендуется устанавливать полукольца, устраняющие западания начальной кромки внутрь рулона.
4.5.8. Рулонируемые полотнища стенок резервуаров должны иметь технологический припуск по длине, обеспечивающий сборку монтажных стыков стенки и выполнение требований по предельным отклонениям диаметра стенки, указанным в таблице 4.3.
Таблица 4.3
|
Вид рулона |
Наименование параметра |
Величина параметра, мм |
|
Рулон полотнища стенки толщиной 4 мм |
Зазоры между витками, не более |
50 |
|
Рулон полотнища стенки толщиной 5 мм и более |
Зазоры между витками, не более |
30 |
|
Рулон полотнища стенки |
Смещение торцевой кромки каждого последующего витка относительно предыдущего, не более |
30 |
|
Общее смещение торцевой кромки, не более |
80 |
|
|
Рулон полотнищ днищ, днищ понтонов и плавающих крыш, настила стационарных крыш |
Зазоры между витками, не более |
80 |
4.5.9. Крепление начальной кромки полотнищ стенок резервуаров должно обеспечивать ее плотное прилегание к кольцам элемента для наворачивания (с зазором не более 15 мм) и отсутствие перегибов витков рулона, связанных с выпучиванием начальной кромки.
При креплении начальной кромки с помощью планок, сварные швы приварки планок должны располагаться за пределами технологического припуска по п. 4.5.8 и на расстоянии не менее 50 мм от швов стенки и ее кромок.
При креплении начальной кромки, при толщине более 8 мм, непосредственно к кольцам элемента для наворачивания начальная кромка должна иметь технологическую надставку. Рекомендуемые варианты представлены на рисунке 4.3. Толщина надставки не должна отличаться от толщины поясов стенки, к которым она приварена, более, чем на 2 мм.
Толщина планок крепления начальной кромки, сварные швы, которыми планки привариваются к полотнищу и к кольцам элемента для наворачивания, а также швы, которыми начальная кромка (технологическая надставка) приваривается непосредственно к кольцам, должны быть рассчитаны на тяговые усилия, возникающие при сворачивании полотнища.
4.5.10. Конечная кромка каждого свернутого в рулон полотнища должна крепиться с помощью привариваемых упаковочных планок шириной не менее 100 мм, толщиной 4 10 мм в зависимости от толщины деталей полотнища.
Упаковочные планки должны ставиться в количестве не менее трех штук на расстоянии не более 3 м друг от друга и привариваться к полотнищу за пределами технологического припуска по п. 4.5.8. и на расстоянии не менее 50 мм от сварных швов полотнища и его кромок.
Упаковочные планки должны привариваться к полотнищу сварными швами катетом, равным толщине планок, длиной не менее 150 мм с каждой стороны.
Упакованная конечная кромка полотнища не должна отходить от рулона более чем на 100 мм. Величина зазора между конечной кромкой и рулоном, измеренная в середине свободного участка кромки между упаковочными планками, не должна превышать более чем на 50 мм величин зазора в местах установки упаковочных планок.
Для обеспечения плотного прилегания конечной кромки к рулону может применяться технологическая надставка. Рекомендуемые варианты представлены на рисунке 4.3.
Рис. 4.3.
а) Технологические надставки на прямолинейных кромках полотнища стенки;
б) Технологические надставки на зубчатых кромках полотнища стенки.
4.5.11. Для обеспечения качественного формообразования конечной кромки полотнищ стенок резервуаров все пояса толщиной более 8 мм должны оснащаться технологическими надставками.
4.5.12. Витки рулона должны плотно навиваться друг на друга, а кромки на торцах рулона располагаться на одном уровне. Допускаемые величины зазоров между смежными витками полотнищ и смещение торцевой кромки (телескопичность) должны соответствовать указанным в таблице 4.4.
4.5.13. Допускается сворачивание в один рулон нескольких полотнищ. При этом конечная кромка каждого полотнища должна быть прикреплена к его предыдущему витку с помощью упаковочных планок.
4.5.14. Последовательность сворачивания в один рулон полотнищ различных конструкций резервуара должна назначаться исходя из обратной последовательности разворачивания этих конструкций при монтаже.
4.5.15. Полотнища стенок резервуаров должны сворачиваться в рулон с учетом их разворачивания на монтаже в направлении по часовой стрелке.
4.5.16. При изготовлении полотнищ на установках для рулонирования смежные полотнища следует соединять сплошным швом, прерывистыми швами или тяговыми лентами, в количестве не менее 2 штук.
Прерывистые швы должны иметь длину не менее 200 мм и располагаться симметрично относительно осей продольных стыков и по краям полотнищ.
Тяговые ленты должны привариваться на расстоянии не более 3,5 м друг от друга и на расстоянии не менее 200 мм от сварных швов полотнищ. Толщина, количество и расположение лент назначается в зависимости от характеристик соединяемых полотнищ (размеров, толщины, конфигурации) и тяговых усилий, возникающих в процессе продвижения полотнища по установке для рулонирования.
Примечание . При сворачивании полотнищ стенок допускается для уменьшения величины телескопичности рулона устанавливать в процессе рулонирования между витками деревянные технологические прокладки толщиной не более 20 мм. Установка прокладок должна осуществляться по технологическому процессу Изготовителя, утвержденному в установленном порядке.
4.6. Маркировка
4.6.1. Монтажная маркировка конструкций должна содержать номер заводского заказа и условное обозначение монтажного элемента в соответствии с монтажной схемой в рабочих чертежах. Условное обозначение выполнять по ГОСТ 26047.
4.6.2. Монтажная маркировка должна наноситься на монтажные элементы в местах, указанных на рабочих чертежах.
Монтажная маркировка рулонируемых элементов должна наноситься на ярлыке, прикрепляемом на торце рулона к элементу для наворачивания или наноситься несмываемой краской по трафарету в двух диаметрально противоположных местах на внутренней или наружной поверхности рулона на расстоянии не более 500 мм от торца рулона.
Монтажную маркировку элементов одной марки, скрепленных в пакет, допускается наносить только на крайних элементах, при этом должно быть указано количество элементов в пакете.
4.6.3. Транспортная маркировка должна наноситься на каждом грузовом месте в соответствии с ГОСТ 14192 и должна содержать манипуляционные знаки, а также основные, дополнительные и информационные надписи.
4.6.4. Манипуляционные знаки номеров 9 и 12 – по ГОСТ 14192 должны ставиться на всех грузовых местах, а знаки 11 и 14 – на пакетах щитов или каркасов стационарных крыш.
4.6.5. Основные надписи – по ГОСТ 14192. В случае отсутствия пункта перевалки груза основные надписи допускается не наносить.
4.6.6. Дополнительные надписи должны содержать:
товарный знак или краткое наименование Изготовителя;
условное обозначение резервуара в соответствии с рабочими чертежами;
номер заводского заказа.
4.6.7. Информационная надпись должна содержать массу брутто грузового места в килограммах.
4.6.8. Место и способы нанесения транспортной маркировки, форма и размеры манипуляционных знаков и надписей – по ГОСТ 14192.
4.6.9. Материалы для нанесения монтажной и транспортной маркировки должны выбираться в соответствии с рекомендуемым приложением ГОСТ 14192.
4.7. Упаковка
4.7.1. Конструкции следует упаковывать при помощи специальных стальных приспособлений, формируя грузовые места, рассчитанные на перевозку любым видом транспорта в соответствии с действующими правилами и нормами на данном транспорте.
4.7.2. Полотнища должны упаковываться в соответствии с подразделом 4.5 настоящих Правил.
4.7.3. Крупногабаритные нерулонируемые конструкции (щиты или каркасы стационарных крыш, секции опорных колец, короба понтонов или плавающих крыш и т.п.) должны соединяться в пакеты при помощи привариваемых деталей крепления или деталей крепления с винтовыми соединениями (с обязательной установкой на них контргаек). Привариваемые детали крепления должны располагаться вне мест монтажной сварки конструкций.
4.7.4. Листы стенки резервуаров при полистовом методе монтажа должны упаковываться в контейнеры с опиранием на вальцованные по радиусу стенки продольные элементы. Приварка деталей крепления к листам стенки допускается на расстоянии более 50 мм от кромок листов.
4.7.5. Мелкие конструкции и детали должны упаковываться в стальные контейнеры.
4.7.6. Пакеты и контейнеры должны иметь приспособления для строповки (проушины, скобы и т.п.) или обозначенные места для строповки.
4.7.7. Нерулонируемые конструкции резервуаров, а также наружные поверхности рулонов подлежат временной защите от коррозии Изготовителем на время транспортировки и хранения (не менее 6 месяцев) путем нанесения в один слой грунта ГФ-021 по ГОСТ 25129, ФЛ-03К по ГОСТ 9109 или равнозначных. По согласованию с Заказчиком грунтование металлоконструкций может не производиться.
4.7.8. Возможные изменения условий упаковки согласовываются с Покупателем.
4.8. Транспортирование и хранение конструкций резервуаров
4.8.1. Требования настоящего раздела являются общими для изготовления и монтажа.
Условия транспортирования и хранения должны соответствовать группе 5 по ГОСТ 15150.
4.8.2. При хранении и производстве транспортных операций должна быть исключена возможность возникновения деформаций конструкций (искривление, смятие поверхностей, повреждение кромок и т.п.).
4.8.3. При хранении на открытом воздухе конструкции не должны соприкасаться с грунтом и на них не должна застаиваться вода.
4.8.4. Конструкции должны отгружаться транспортом в соответствии с реквизитами, указанными в договоре на поставку.
4.8.5. Размещение грузов на подвижном железнодорожном составе следует назначать таким образом, чтобы обеспечить наибольшую загрузку подвижного состава как по объему, так и по массе. В целях увеличения загрузки подвижного состава допускается по согласованию с Покупателем комплектование в одно грузовое место (рулон, пакет, контейнер) конструкций нескольких резервуаров.