Техническая эксплуатация резервуаров, часть 11
- часть 1
- часть 2
- часть 3
- часть 4
- часть 5
- часть 6
- часть 7
- часть 8
- часть 9
- часть 10
- часть 11
- часть 12
- часть 13
- часть 14
- часть 15
- часть 16
- часть 17
а) песок крупностью 0,1—2 мм — от 80 до 85 %;
б) песчаные, пылеватые и глинистые частицы крупностью менее 0,1 мм — от 40 до 15 % .
Примечания: I. Глина с частицами размером менее 0,005 мм допускается в количестве 1,5—5 % от объема всего грунта.
2. Допускается содержание в песке гравия крупностью от 2 до 20 мм в количестве не более 25 % от объема всего грунта.
3.5.4. В качестве вяжущего вещества для гидроизолирующего грунта применяют жидкие битумы по ГОСТ 11955—82. Битумы нефтяные жидкие дорожные; каменный деготь по ГОСТ 4641—80. Дегти каменноугольные дорожные; полугудроны по ОСТ 38.0184—75. Полугудрон. Технические условия; мазуты по ГОСТ 10585—75. Топливо нефтяное.
Присутствие кислот и свободной серы в вяжущем веществе не допускается. Количество вяжущего вещества должно приниматься в пределах от8 до 10% по объему смеси.
3.5.5. Если ремонтные работы проводят при положительной температуре наружного воздуха, то приготовленную смесь укладывают без подогрева с уплотнением пневмотрамбовками или ручными трамбовками.
Если ремонт основания выполняют в зимних условиях, то «черный» грунт следует укладывать подогретым до 50—60 °С.
3.5.6. При недостаточно устойчивых грунтах основание резервуара рекомендуется укреплять, путем устройства сплошного бетонного или бутобетонного кольца. В этом случае отсыпка откосов основания не проводится. Недопустимо замоноличивание бетоном окрайков, утора, нижней части первого пояса.
3.5.7. При значительной неравномерной осадке основания резервуар поднимают домкратами, подводят под днище по окружности стенки сборные железобетонные плиты трапециевидной формы и укладывают по ним гидроизолирующий слой. Откосы основания выполняют в соответствии с требованиями п. 1 части I.
3.5.8. При неравномерной осадке основания резервуара, превышающей допустимые значения, ремонт осуществляют путем подъема резервуара (на участке осадки) с помощью домкратов и подбивки под днище гидроизолирующего грунта.
3.5.9. Зазоры между железобетонным кольцом основания и днищем у резервуаров объемом 10 000 м3 и выше устраняют путем подбивки под днище бетона марки не ниже 100.
3.5.10. Фундаменты (опоры) горизонтальных резервуаров, получивших осадку в период эксплуатации, ремонтируют укладкой (подбивкой) на седло опоры бетона марки 100. Высота бетонного слоя определяется проектным уклоном резервуара.
3.6. Удаление дефектных мест
3.6.1. Дефектные участки сварных соединений или основного металла с трещинами, расслоениями, пленами, коррозионными повреждениями и другими дефектами конструкций днища, стенки, кровли или плавающей крыши (понтона) подлежат частичному или полному удалению и ремонту.
3.6.2. Размер дефектных участков, подлежащих удалению, определяют в зависимости от конкретных размеров дефекта и выбранного метода ремонта.
3.6.3. Дефектные места в целых листах стенки, уторном уголке, днище, кровле или понтоне удаляют механической или газовой резкой с последующей зачисткой кромки от шлака и наплывов расплавленного металла зубилом, напильником, механической или ручной стальной щеткой или шлифовальными машинками.
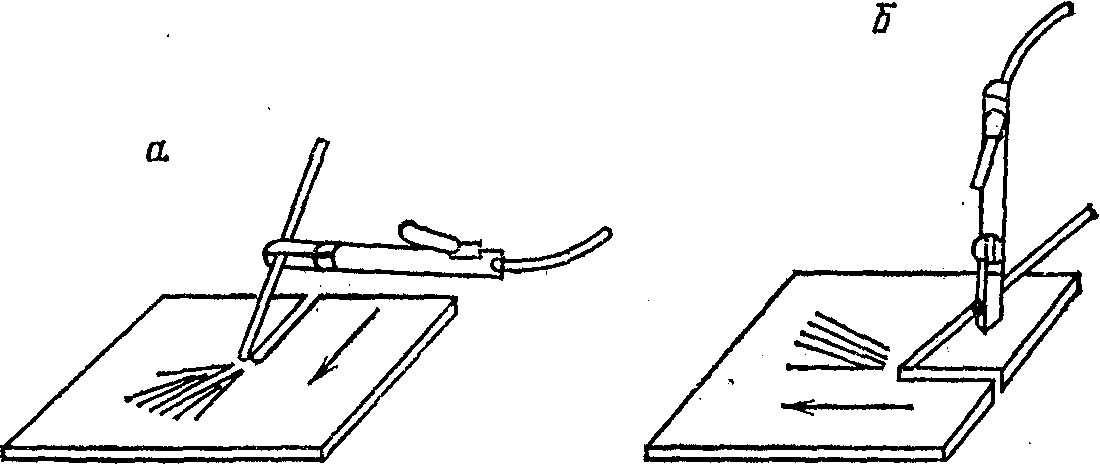
Рис. 1. Варианты работы резаком:
а — справа налево; б - от себя
3.6.4. Дефектные участки сварных соединений удаляют:
вырубкой пневматическим (ручным) зубилом;
вырезкой абразивным кругом;
вырезкой газовой резкой (резаком типа РПК-2-72 или РПА-2-72);
вырезкой воздушно-дуговой резкой (резаком типа РВДм-315 или «Раздан» (РВДл-1200, рис. 1).
Вырубить зубилом дефектный участок можно только в том случае, если ремонт резервуаров выполняется при положительной температуре окружающего воздуха.
3.6.5. Вырезка дефектных мест сварного соединения или основного металла осуществляется путем перемещения резака РПК-2-72 или РПА-2-72 по линии реза. При этом на кромках удаляемого дефектного участка образуется канавка с закругленными краями и чистой поверхностью, не нуждающейся в дальнейшей очистке и механической обработке. Режим резания резаком приведен в табл. 3.6.1.
Таблица 3.6.1
Режимы резания резаком РПК-2-72 и РПА-2-72
|
Размер канавки, мм
|
Рабочее давление газа, МПа
|
Скорость резания, м/мин
|
Расход газа, м 3 /ч
|
|||||
|
|
||||||||
|
|
|
|
|
|
||||
|
|
|
|
||||||
|
ширина
|
глубина
|
кисло-рода
|
ацети- лена
|
коксового или природ-ного
|
||||
|
кисло- рода
|
ацети- лена
|
коксового или природного
|
||||||
|
5—15
|
2—10
|
0,8-1,2
|
Для РПА-2
|
Не менее
|
0,5—5,0
|
74
|
Для РПА-2
|
4,5
|
|
|
|
|
не менее 0,01
|
0,02
|
|
|
1,2
|
|
Примечание. Глубина канавки и скорость резания зависят от угла наклона резака.
Таблица 3.6.2
Режимы воздушно-дуговой резки резаком РВДм-315
|
|
|
|
|
|
|
Расход
|
||
|
Диаметр электрода, мм
|
Сила тока, А |
Напря-жение, В
|
Скорость сторожки, мм/мин
|
Ширина канавки, мм
|
Глубина канавки, мм
|
|
||
|
электроэнергии, кВт * ч/м
|
электрода, мм/м
|
сжатого воздуха, л/м
|
||||||
|
6
|
270 -300
|
35—45
|
770—570
|
6,5-8,5
|
3—4
|
0,13
|
100—110
|
600
|
|
8
|
360—400
|
35—45
|
900—640
|
8,5—10,5
|
4—5
|
0,17
|
85—90
|
650
|
|
10
|
450—500
|
35—45
|
1000-700
|
10,5-12,5 |
5—6
|
0,21
|
55—60
|
700
|
|
12
|
540—600
|
35—45
|
1000-700
|
12,5-14,5 |
6—8
|
0,24
|
50—55
|
800
|
Подрубка корня шва, удаление заклепок, разделка трещин, выплавка дефектных участков листа, V-образная подготовка кромок листов под сварку и т. д., а также разделительная резка низкоуглеродистой, низколегированной и нержавеющей стали проводится воздушно-дуговой резкой резаком РВДм-315 или РВДл-1200.
Резак РВДм-315 работает на постоянном токе, РВДл-1200 — на переменном токе.
Источником питания служат серийно выпускаемые сварочные преобразователи ПСО-500 или ПСМ-1000 и сварочные трансформаторы ТСД-1000 и ТСД-200-2.
Режим воздушно-дуговой резки резаком РВДм-315 приведен в табл. 3.6.2.
3.6.6. Кромки деталей после кислородной или дуговой (воздушной и кислородной) резки не должны иметь неровностей, прожогов и шероховатостей более 1 мм.
3.6.7. При толщине металла свыше 5 мм, в котором выявлена трещина, кромки трещин разделывают под сварку с V-образной подготовкой (угол раскрытия 60— 70°). При толщине элементов менее 5 мм кромки трещины не разделывают.
3.6.8. Разделка кромок может осуществляться ручным и пневматическим зубилами, кромкорезами (электрическими), шлифовальными кругами и кислородной резкой.
3.7. Устранение дефектов с применением сварочных работ
3.7.1. Сталь, предназначенная для ремонта резервуаров, должна быть проверена на соответствие ее требованиям пп. 3.3.1—3.3.3 настоящего Руководства, действующим ГОСТам или техническим условиям (на основании сертификатов) и предварительно очищена от ржавчины, масла, влаги, снега, льда и других загрязнений.
3.7.2. Разметка металла и шаблонов осуществляется с помощью чертилок, кернеров и других приспособлений, а также мерительных инструментов, обеспечивающих высокую точность (линейки, рулетки второго класса точности по ГОСТ 7502—80).
3.7.3. Шаблоны для контроля гибки, вальцовки и сборки могут изготовляться из тонкого стального листа, дерева, а также комбинированными (из дерева и тонкого стального листа); шаблоны для резки заготовок — из картона и дерева.
Шаблоны следует изготовлять с учетом допустимых отклонений от проектных размеров при разметке (1,5 мм при длине шаблона до 4,5 м) и припусков на обработку (+1 мм на каждый сварной шов при толщине металла до 16 мм).
3.7.4. Древесина для шаблонов применяется высушенная, из хвойных пород; картон — плотный толщиной 1,5—3 мм.
3.7.5. Резка заготовок листового металла, обработка кромок под сварку должны выполняться механическим способом или газовой резкой. Электродуговая резка листа не допускается. Кромки металла после газовой резки должны быть зачищены от заусениц, грата, окалины, наплывов до металлического блеска и не должны иметь неровностей, вырывов и шероховатостей, превышающих 1 мм.
3.7.6. Сборка, подгонка и разделка кромок под сварку ремонтируемых листов и других конструктивных элементов в зависимости от конструкции резервуара выполняются в соответствии с ГОСТ 5264—80. Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы следующим образом:
а) сборку листов и других элементов при толщине до 5 мм выполняют внахлестку, при толщине более 5 мм — встык; размер нахлестки рекомендуется не менее 30—40мм, зазор между листами не должен превышать 1 мм;
б) элементы (накладки), свариваемых внахлестку, на верхних поясах стенки устанавливают с внутренней стороны резервуара;
в) зазор между стыкуемыми кромками листов в стыковых соединениях следует принимать не менее 1 мм и не более 2 мм;
г) в стыковых односторонних соединениях с подкладкой при зазорах между кромками более 4 мм толщину подкладки принимают равной толщине свариваемых листов;
д) элементы, соединяемые встык ручной дуговой сваркой, должны иметь разделку со скосом под углом 27 ± 3°;
е) элементы тавровых соединений (при выполнении ручной сваркой) должны иметь зазор между вертикальными и горизонтальными листами до 2 мм.
3.7.7. Элементы вставок и накладок на стенке резервуара до подгонки их по месту предварительно вальцуют (в холодном состоянии) до радиуса меньшего, чем радиус резервуара, на 1—2,5 м в зависимости от диаметра стенки резервуара.
Концы листов (вставок) подвальцовывают по шаблону. Зазор между шаблонами (на длине по дуге 1,5 и 3 м) и листом толщиной 6 мм и более после вальцовки не должен превышать соответственно 2 и 4 мм.
Не допускается искривление листа (конусность). Углы элементов вставок и накладок закругляют.
3.7.8. Расстояние между пересекающимися сварными швами элементов вставок и накладок в днище и кровле резервуара должны быть не менее 200 мм, на стенке резервуара — не менее 500 мм.
3.7.9. При сборке элементов конструкции под сварку детали соединяют посредством прихватов или при помощи стяжных приспособлений.
3.7.10. Прихватки, накладываемые для соединения собираемых деталей, размещают в местах расположения сварных швов. Размеры прихваток должны быть минимальными и легко расплавляться при наложении постоянных швов.
3.7.11. Катет сварного шва прихватки не должен превышать 6 мм, длина — 50—60 мм. Рекомендуемое расстояние между прихватками 400—500 мм.
3.7.12. Прихватки выполняют сварочными материалами, применяемыми для сварки проектных швов. Требования к качеству прихваток такие же, как и к сварочным швам. Прихватки выполняют сварщики, допущенные к сварочным работам и имеющие соответствующие удостоверения.
3.7.13. При сборке элементов конструкций, свариваемых под флюсом, порошковой проволокой или в защитном газе, прихватки выполняют электродами, предусмотренными для ручной сварки сталей, из которых выполнены элементы.
3.7.14. При наличии значительных вмятин или выпучин в кромках верхних поясов стенки, возникающих в результате недопустимого вакуума или избыточного давления, необходимо, кроме исправления вмятин (выпучин), тщательно осмотреть конструкции покрытия (щиты, фермы, прогоны и др.) и в случае наличия повреждений устранить их.
3.7.15. Правку деформированных мест элементов стенки, центральной части понтона и покрытия во избежание образования наклепа и возникновения хрупкости металла следует выполнять в горячем состоянии путем местного нагрева газовыми горелками.
Нагрев осуществляют полосами или треугольниками по предварительной разметке с выпуклой стороны.
Нагретые участки правят молотками или кувалдами. Температура нагрева для углеродистой стали должна быть не менее 700—850 °С.
Температуру нагрева рекомендуется определять с помощью термоиндикаторных карандашей или температурной шкалы цветов нагрева стали.
Температура нагрева, °С
Цвет нагрева:
темно-коричневый .............. 550—580
коричнево-красный .............. 580—650
темно-красный ................ 650—730
темно-вишнево-красный ............ 730—770
вишнево-красный ............... 770—800
светло-вишнево-красный ........... 800—830
светло-красный ................ 830—900
Скорость охлаждения после правки элементов резервуара должна исключать закалку, коробление, трещины, надрывы.
3.7.16. Правку деформированных мест элементов резервуара в холодном состоянии выполняют натяжными и ударными приспособлениями через подкладной лист при положительной температуре наружного воздуха.
3.7.17. Правка и сборка заготовок (вставки, накладки) при температуре ниже —25 °С ударными инструментами запрещается.
3.7.18. При ремонте резервуаров рекомендуется применять механизированную сварку под флюсом, в защитных газах и порошковой проволокой, а при необходимости также ручную дуговую сварку.
Применение газовой сварки для ремонта ответственных элементов резервуаров не допускается.
3.7.19. Сварку при ремонте и исправлении дефектов резервуаров, находящихся в эксплуатации, рекомендуется выполнять при температуре окружающего воздуха не ниже —10 °С. Сварку при более низких температурах следует проводить в соответствии с рекомендациями по ремонту резервуаров в условиях отрицательных температур (прил. 3).
3.7.20. К производству сварочных работ при ремонте резервуаров допускаются квалифицированные электросварщики прошедшие испытания в соответствии с действующими правилами и имеющие удостоверения, устанавливающие их квалификацию и характер работ, к которым они допущены.
Механизированная сварка выполняется сварщиками, прошедшими обучение по управлению указанной аппаратурой и получившими об этом соответствующие удостоверения.
Сварщики должны на месте работы пройти технологическое испытание в условиях, тождественных с теми, в которых будет проводиться сварка конструкций.
3.7.21. При выполнении сварочных работ с целью ремонта и исправления дефектных мест резервуаров должны соблюдаться следующие требования:
а) сварка стыковых швов окраек днища должна выполняться на соответствующей подкладке в два слоя и более с обеспечением полного провара корня шва; подкладка устанавливается на прихватках; приваривать подкладку по контуру к днищу запрещается; конец стыкового шва должен выводиться за пределы окрайка на остающийся конец подкладки длиной не менее 30 мм, который удаляют после окончания сварки кислородной резкой; места среза подкладок следует тщательно зачищать; зазор между, подкладкой и кромками не должен превышать 1 мм;
б) технологические подкладки для сварки окрайков днищ должны иметь размеры: толщину 4—6 мм, длину более длины дефектного места на 100—150 мм и ширину не менее 100 мм;
в) вертикальные стыковые швы стенки резервуаров должны свариваться с двух сторон, вначале сваривают основной шов, затем подварочный. Перед сваркой под-варочного шва корень основного шва очищают от шлака и зачищают до металлического блеска.
Учитывая, что при удалении дефектных участков сварного шва не всегда возможно обеспечение регламентируемых ГОСТом зазоров между стыкуемыми элементами, допускается увеличение ширины шва (l ) для стыковых соединений на 25 %.
При необходимости удаления вертикального шва на всей высоте стенки (рулонируемые резервуары) его вырезку и ремонт проводить участками, не превышающими высоту пояса;
г)вертикальные стыки поясов стенки из листов толщиной до 5 мм разрешается собирать внахлестку, сваривая иx с наружной и внутренней стороны резервуара;
д) соединение листов кровли и днища резервуара должно выполняться внахлестку с наложением сварочного шва с наружной стороны (в нижнем положении).
3.7.22. Ручную сварку стыковых швов при ремонте резервуаров следует выполнять обратноступенчатым способом. Порядок сварки отдельных участков приведен на рис. 2.
Длина ступени не должна превышать 200—250 мм.
Сварку основного шва выполняют в несколько слоев в зависимости от толщины металла:
Толщина листов, мм ..... 4—5 6—7 8—9 10—12 12—14
Число слоев ........ 1 2 2—3 3—4 3—4
Для сварки первого слоя следует применять электроды диаметром 3 мм, для сварки остальных слоев — электроды диаметром 4—5 мм.
После сварки каждого слоя поверхность шва тщательно зачищают от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены и заварены вновь.
3.7.23. Сварку нахлесточных швов также следует проводить обратноступенчатым способом. Длина ступени не должна превышать 300—500 мм. Порядок сварки отдельных участков приведен на рис. 3.
3.7.24. Ручную сварку многослойных угловых тавровых швов приварки стенки к днищу рекомендуется выполнять секциями обратноступенчатым способом (рис. 4). В пределах каждой секции швы также сваривают обратноступенчатым способом участками длиной до 300 м. Длина единовременно свариваемого шва каждого слоя секции принимается до 900 мм.
При сварке низколегированных сталей длина каждой секции не должна превышать 350 мм.
Сначала заваривают внутренний шов, а затем наружный.
3.7.25. Многослойную сварку стыков из низколегированной стали (при толщине более 6 мм) рекомендуется выполнять короткими участками, так, чтобы последующий шов накладывался на неостывший слой. На последние слои, имеющие температуру около 200 °С, по линии их стыка накладывают отжигающий валик, края которого
б
Общее
1 Размер ступени 200-250мм
направ- 2 Направление
сварки ступенц
ление
сварки 3
4
5







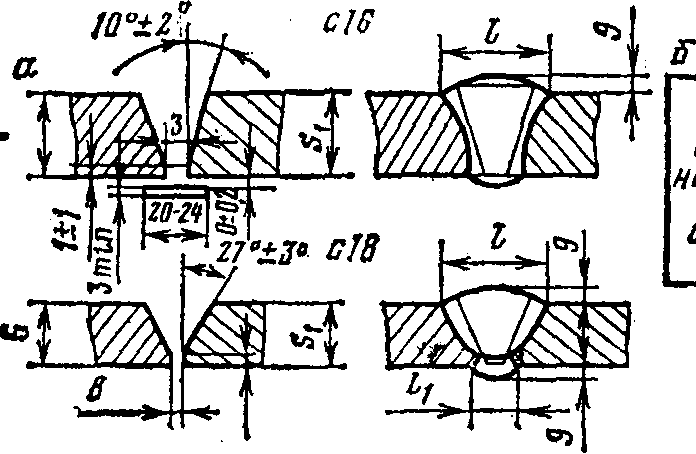
Рис.2. Конструктивные элементы стыковых швов (а) и последовательность выполнения сварного соединения (б):
|
Обозначение шва
|
S = S 1
|
с = b
|
l |
l 1 |
g |
|||||||||
|
Номинальная
|
Предельное отклонение
|
Не более
|
Номинальная
|
Предельное отклонение
|
||||||||||
|
с16
|
|
8
|
±1
|
|
0,5
|
+2,0 -0,5
|
||||||||
|
12
|
±1
|
|
|||||||||||
|
+1,5 -0,5
|
||||||||||||||
|
|
3—4
|
1
|
±1
|
10
|
8
|
|||||||||
|
|
6—8
|
14
|
||||||||||||
|
|
10—12
|
2
|
+1 —2
|
20
|
10
|
0,5
|
+2,0 -0,5
|
|||||||
|
|
14—15
|
24
|
||||||||||||
|
|
18—20
|
30
|
||||||||||||
|
|
22—24
|
34
|
||||||||||||
|
|
26—28
|
38
|
||||||||||||
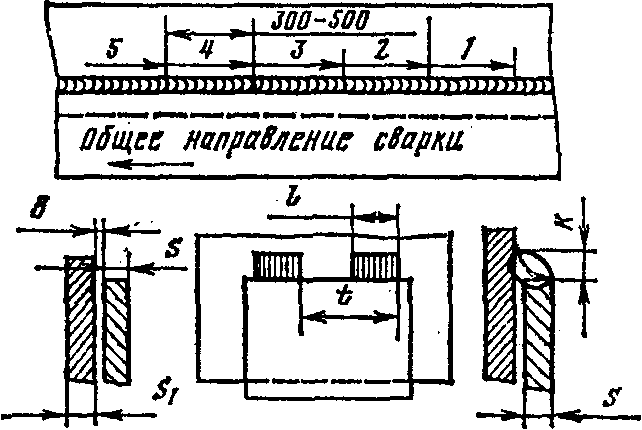
Рис.3. Сварка нахлесточных швов:
S ……………… 2-5 6-60
S1……………………. ≥ S
K ……………… s+b
b1
номинальная 0
предельное от-
клонение…… +1 +2
l и t …………… По проекту
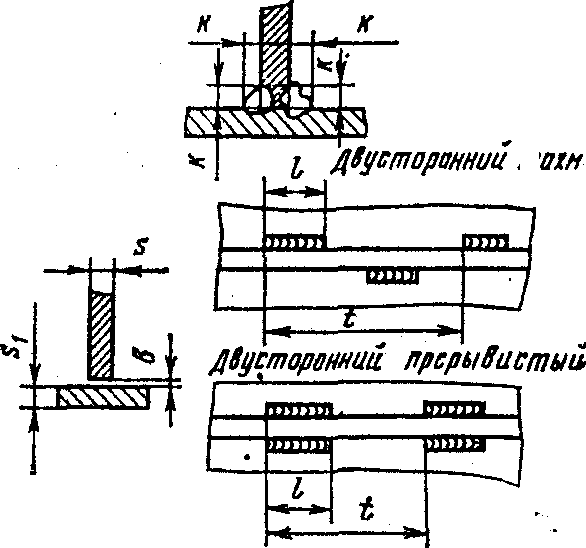
Рис.4. Сварка угловых тавровых швов:
|
|
|
|
|
b |
К
|
||
|
S
|
S1 , не менее |
l |
t
|
Номиналь-ная |
Предельное отклонение |
Номиналь-ная |
Предельное отклонение |
|
|
|
|
|
||||
|
2,0—2,5
|
|
20—25
|
40—79
|
|
+1
|
|
|
|
3,0—4,5
|
|
|
|
|
|
3
|
+2
|
|
5,0—6,0
|
|
40—45
|
80—99
|
|
|
4
|
+2
|
|
7,0 - 9,0
|
0,7 S
|
|
|
0
|
+2
|
5
|
-1
|
|
10,0-15,0
|
|
|
|
|
|
6
|
|
|
16,0—21,0
|
|
50—60
|
100—200
|
|
|
7
|
|
|
22,0—30,0
|
|
|
|
|
+3
|
8
|
±2
|
должны отстоять на 2—3 мм от ближайших границ проплавления.
3.7.26. Механизированную сварку стыков под флюсом (полуавтоматами) следует выполнять без предварительного скоса кромок металла толщиной до 12 мм и со скосом кромок — при толщине более 12 мм.
3.7.27. Сварку стыков в углекислом газе следует выполнять без предварительного скоса кромок металла толщиной до 10 мм и со скосом кромок — при толщине более 10 мм.
3.7.28. Механизированная сварка (автоматами и полуавтоматами) при ремонте резервуаров может применяться только при сварке днищ, центральной части металлического понтона и швов, прикрепляющих стенку к днищу и центральную часть металлического понтона к коробам в соответствии с требованиями ГОСТ 8713—79. Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы и ГОСТ 14771—76. Швы сварных соединений. Электродуговая сварка в защитных газах. Основные типы и конструктивные элементы.
Зазоры в конструкциях, собранных под механизированную сварку (автоматами), должны быть для стыковых соединений (между кромками) от 1 до 3 мм, для тавровых соединений (между вертикальными и горизонтальными листами) не более 3 мм и для нахлесточных соединений (между листами) не более 1 мм.
3.7.29. В процессе выполнения механизированной сварки при случайном перерыве в работе сварку разрешается возобновлять после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью покрыть швом.
3.7.30. Наложение шва поверх прихваток допускается только после зачистки их от шлака и кромок основного металла от брызг. При этом неудовлетворительно выполненные прихватки должны быть удалены и при необходимости выполнены вновь.
3.7.31. При ручной и механизированной дуговой сварке (полуавтоматом) зажигать дугу на основном металле вне границ шва и выводить кратер на основной металл запрещается.
3.7.32. Сварщик обязан проставлять присвоенный ему номер или знак рядом с выполненными им швами.
3.7.33. Рабочее место сварщика, а также свариваемая поверхность конструкции резервуара должны быть защищены от дождя, снега и сильного ветра.
3.7.34. Если в процессе сварки в сварном соединении или листе образуется новая трещина, лист следует удалить и заменить новым.
3.7.35. Дефекты в сварных соединениях должны быть устранены следующими способами:
перерывы швов и кратеров заварены;
сварные соединения с трещинами, а также непроварами и другими недопустимыми дефектами удалены на длину дефектного места плюс по 15 мм с каждой стороны и заварены вновь;
подрезы основного металла, превышающие допустимые, зачищены и заварены путем наплавки тонких валиков электродом диаметром 3 мм с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
Перекрывать наплавкой валика дефектные участки швов без предварительного удаления ранее выполненного дефектного шва, а также исправлять негерметичность в сварных швах путем зачеканки запрещается.
При заварке мест удаленных дефектных участков швов должно быть обеспечено перекрытие прилегающих концов основного шва.
Исправленные сварные швы должны пройти повторный контроль.
3.7.36. По окончании сварочных работ, выполнявшихся при ремонте и устранении дефектных мест резервуара, все вспомогательные сборочные приспособления и остатки крепивших их швов должны быть удалены, сварные соединения и место сварки очищены от шлака, брызг, натеков металла и при необходимости окрашены.
3.7.37. Ремонт негерметичных клепаных соединений резервуаров допускается выполнять наложением на дефектные места (с последующей обваркой по контуру) коробчатых элементов.
3.8. Устранение дефектов без применения сварочных работ
3.8.1. Эпоксидные составы при ремонте резервуаров и металлических понтонов применяют только для герметизации:
а) газового пространства резервуаров, кровля и верхние пояса которых имеют большое число сквозных коррозионных повреждений;
б) сварных соединений, имеющих мелкие трещины, и участков с отпотинами в верхних поясах стенки;
в) коробов и центральной части металлического понтона;
г) клепаных соединений резервуаров;
д) прокорродированных участков днища и первого пояса стенки.
3.8.2. Герметизация дефектных мест с применением эпоксидных составов не обеспечивает прочности конструкции.
3.8.3. Герметизация дефектных мест кровли и стенки осуществляется с наружной стороны резервуара без его дегазации. Дефектное место должно находиться выше уровня наполнения продукта в резервуаре.
3.8.4. Герметизация дефектных мест понтона и днища осуществляется в дегазированном резервуаре (при санитарной норме содержания паров). Техника безопасности работ с эпоксидными составами приведена в прил. 7, меры пожарной безопасности при ремонте резервуаров — в прил. 4.
3.8.5. Герметизация мелких трещин должна осуществляться после установления границ трещин, засверловки отверстий диаметром 6—8 мм по концам трещин.
Во избежание образования искры засверловку трещин рекомендуется выполнять ручной дрелью. Место засверловки следует густо смазать техническим вазелином.
3.8.6. Подготовка мест для наложения герметизирующих наклеек должна осуществляться далее границ дефектного места на 40—80 мм с помощью безыскровых приспособлений. Поверхность поврежденного участка зачищают до металлического блеска металлической щеткой, напильником и дополнительно наждачной бумагой. После механической обработки поврежденное место очищают от опилок, окалины и грязи ветошью, смоченной бензином. Перед нанесением клеящего состава зачищенное дефектное место обезжиривают растворителями (ацетон, Р-40 и др.). Для поверхностей из алюминиевых сплавов и нержавеющих сталей (при применении клеев на основе эпоксидной смолы ЭП-0010) эффективней метод очистки щелочным раствором. Щелочной раствор имеет следующий состав: орто- или метасиликат натрия, щелочное мыло и поверхностно-активное вещество (ПАВ) — 1 % раствора ОП-7 по ГОСТ 8433—81 или любого ПАВ в пресной воде в соотношении 1 : 3 ; 3 масс частей с последующей промывкой пресной водой и сушкой.